In 1952, the Massachusetts Institute of Technology (MIT) collaborated with the military to create the first numerically controlled milling machine using a vacuum tube control system. Over 70 years later, with the advancement of computer technology and the maturation of computer-aided design (CAD) and computer-aided manufacturing (CAM) software, CNC machining is evolving towards higher precision and greater diversity. Through this article, let us take you on a journey to understand this world-changing machining technology.
What is CNC Machining?

CNC (short for Computer Numerical Control) machining is a technology that uses computers to issue commands, controlling various systems of a lathe to automatically complete the processing of parts.
Importance of CNC Machining
CNC technology can process complex design parts on various materials with extreme precision, which is the foundation of modern industry and cutting-edge scientific and technological exploration. Today’s state-of-the-art CNC machine tools rely on hydrostatic guides and laser interferometers to achieve extremely high precision in the nanometer range, and are the only option for processing nanoscale flat lenses on gravitational wave detectors and EUV lithography machines. In addition, turbine blades inside aero engines, custom implants in the medical field all rely on the ability of CNC machines to machine complex profiled surfaces. Without CNC technology, the production of these parts will increase in cost or simply cannot be realized, so CNC has become an insurmountable technical threshold in the field of high-precision technology.
What Makes up a CNC Machine?

A CNC machine is composed of more than 1000 parts, which can be roughly divided into 5 systems. Next, we take the standard 3-axis vertical milling machine as an example to get a general idea of the composition of a CNC machine tool through these 5 systems.
1. CNC system
The CNC system is the brain of the CNC machine, which is used to control and monitor the operation of the whole machine. It consists of two parts: software and hardware, the software includes operating system, code interpreter and control program, which is used to parse the G-code, generate control instructions, control the tool movement, adjust the spindle speed, and receive sensor data such as tool position/temperature in real time, automatically correct the error, and ensure the accuracy of machining; The hardware includes processors, motor drivers and sensors, which are responsible for the calculation and acquisition of data. These two parts are like the relationship between the Windows system and the computer hardware.
2. Mechanical systems
The mechanical system is the skeleton of the CNC machine, which is the carrier of the movement of the tool and the workpiece, in which the bed serves as the base to provide stable support for the spindle, guide rail, lead screw, workbench and transmission mechanism installed on it, and reduce the vibration during the machining process. The spindle drives the tool to rotate, and the lead screw drives it along the guide rail precisely to cut the workpiece fixed on the table.
3. Drive system
The drive system is composed of servo motor and spindle motor, which is the heart of CNC machine tools, in which the servo motor is used to drive the spindle to move upward in the X, Y, and Z axes, and the spindle motor is used to drive the rotation of the tool, and the two cooperate to complete the cutting.
4. Tooling system
The machining process of a part involves a variety of operations, including milling plane, chamfering, drilling and tapping, etc., each operation corresponds to a specially designed tool, if the tool is changed manually, it will greatly reduce the processing efficiency and affect the machining accuracy. So the engineers designed the tool magazine: for storing and managing multiple tools, and the automatic tool change system (ATC): for automatic tool change. The tool system, the tool magazine and the automatic tool changer make up the tool system.
5. Assistance systems
The main role of the auxiliary system is cooling and lubrication. The circulating cooling system is the most commonly used cooling method, which reduces the cutting temperature by spraying coolant on the tool and workpiece to prevent the loss of accuracy caused by tool wear and heat accumulation, and then collects the coolant, filters out the chips and recycles it. The lubrication is achieved through the centralized lubrication system to regularly guide the rails, lead screws and other moving parts of the oil supply.
How CNC Machining Works?
In this section, we will take you through the complete CNC machining process from drawings to products.
Design
The first step of CNC machining products is to use CAD (Computer Aided Design) software (SolidWorks, AutoCAD, CATIA, etc.) to design the 3D model of the part, define the shape and size. When designing, you need to consider the type of tool you have and the machining capacity of the machine, to ensure the feasibility of machining.
Generate G Code
The next step is to import the CAD model into CAM (Computer-Aided Manufacturing) software (Mastercam, Fusion 360 CAM, PowerMill, etc.), and set the size, material, and parameters of the machine used in the CAM software according to the actual production situation, such as travel, control system, number of axes, tool library information, etc. Based on this information, it automatically calculates and optimizes the tool path and generates the full set of instructions needed to control the machining of the machine. Before the actual production, the simulation function of CAM software can be used to simulate the machining process and prevent risks such as tool collisions.
Set up the Machine
Then comes the preparation stage before the actual machining, which requires the installation of the tool, fixture and blank. Here you need to make sure
The blank is exactly the same size as the CAM software, and is clamped correctly. Then use tools such as tool setters to calibrate the coordinates of each processing axis to further prevent machining risks.
The G Code generated by the CAM software is then loaded, and the path is verified to be safe by running dry or in sections.
When everything is ready, you can start the machine and start the formal processing. At this time, you need to monitor the processing status in real time.
Inspection
After machining, a coordinate measuring machine (CMM) is usually used to check the critical dimensional tolerances of the product. If it is not qualified, it is necessary to return to the CAM stage to adjust the cutting parameters and reprocess the inspection. After ensuring that the processed parts are qualified, mass production can officially begin.
Understanding Axis in CNC Machining

It’s well known that the number of axes on a CNC machine represents its ability to process high-precision, complex parts. But the more axes it has, the more expensive the machine gets, so understanding the number of axes and their corresponding processing capabilities is super important for choosing the right machine.
3-axis
The 3-axis milling machine has three linear axes: X, Y, and Z, and the spindle can move freely in these three directions, which is suitable for the machining of planes, holes, slots and simple surfaces.
4-axis
The 4-axis milling machine adds an A-axis parallel to the X-axis for rotating the workpiece on the basis of the 3-axis, which is suitable for machining more complex cylindrical parts with spiral features and shaped surfaces, such as cams, screws, etc.
5-axis
On the basis of the 4th axis, the 5-axis further introduces a rotation axis parallel to the Z-axis: C-axis, through the linkage of the A axis and the C-axis, the deflection angle of the workpiece can be adjusted arbitrarily to eliminate the machining dead angle. The 5-axis CNC machine tool can meet more than 95% of the machining needs, and is suitable for processing high-precision turbine blades, special-shaped bone implants, etc.
6-axis
Compared with the 5 axes, the 6-axis has added a rotation axis parallel to the Y-axis: B-axis, three linear axes and three rotation axes are linked, covering all machining angles, and can realize the entire machining process of asymmetrical parts with complex curved surfaces in one clamping.
How Much Does a CNC Machine Cost?
The entry-level 3-axis machine tools usually cost between $50,000 to $150,000, while high-end models from big brands like DMG and MAZAK can go up to $200,000 to $400,000.
4-axis machine tools with basic features range from $100,000 to $300,000, and models that support 4-axis linkage can reach up to $300,000 to $700,000.
The price range for 5-axis machine tools is quite large, with entry-level models made in China costing around $450,000 to $850,000, while high-end German or Japanese models can require $1,200,000 to $3,000,000.
6-axis machine tools are currently the top configuration, with basic models ranging from $1,200,000 to $3,500,000, and some specially customized models can exceed $7,000,000.
High-end multi-axis machine tools often mean stricter installation requirements, environmental control, higher consumables and maintenance costs, and the need for specialized software, special testing equipment, and skilled operators, which can often be more expensive than buying a machine itself.
Types of CNC Machines
If you just list the names of each type of CNC machine, you will see a long list. Here we change the angle, classify according to the processing method, and look at the types and characteristics of common CNC machines.
According to the classification of processing methods, CNC machines can be divided into two types: subtractive machining and additive machining.
Subtractive processing is like engraving, using various ways to remove material from the blank, thus forming the desired shape. Common machines are as follows:
1. CNC milling machine
The high-speed rotating tool moves on the three linear axes of X, Y and Z to cut the workpiece fixed on the machining plane, and is suitable for drilling, grooving and machining of simple surfaces.
2. CNC turning machine
The workpiece rotates at high speed, and the tool is fed along the axial or radial direction, which is often used for the symmetrical machining of cylindrical, threaded and shaft parts.
3. CNC turning and milling integrated machining center
Combining the characteristics of a lathe and a milling machine, the tool can move on the three linear axes of X, Y and Z, and the workpiece can rotate around the A axis like a turning machine, which is suitable for machining parts with more complex surfaces and ultra-high precision requirements. The higher-end models add more workpiece rotation axes: C-axis or B-axis, which can complete all forming processes in one machine, which is now the most commonly used processing method.
4. CNC laser cutting machine 

Under the control of the CNC system, the laser emitter is precisely moved, and the metal sheet is cut using the laser, which can cut up to 50mm thick sheet. It can achieve ultra-small sharp angles and complex curves that other cutting methods cannot achieve. At the same time, through the reasonable arrangement of the cutting pattern, the waste of materials can be greatly reduced.
5. CNC waterjet cutting machine
It is the same as the principle of laser cutting, except that the laser is replaced by a high-speed water flow doped with abrasive, which can cut up to 300mm thick steel. At the same time, the water flow has its own heat dissipation, and there is no heat affected zone, so it is suitable for cutting materials with high requirements for heat control, such as plastic, carbon fiber, etc.
6. CNC EDM Machine
The arc generated by the discharge of extremely fine metal electrode wires corrodes conductive materials, with higher precision than other cutting methods, and is most suitable for cutting ultra-fine microholes.
Additive processing is the opposite of subtractive processing, it is like building Lego bricks, stacking raw materials layer by layer into the final product, also known as 3D printing. Depending on the principle of stacking materials, common 3D printers are:
1. FDM( Fused Deposition Modeling):

Heating the hot melt plastic and extruding it, the print head can move in the three directions of X, Y, and Z, stacking the melted plastic layer by layer on the printing platform, forming the desired part.
2. SLS (Selective Laser Sintering):
Each time a layer of nylon or TPU powder is evenly laid on the forming platform, the laser scans this layer of powder according to the slice data of the model, so that the powder particles are partially melted and bonded together, and then the platform is lowered, and the process of spreading powder-sintering is repeated until the part is formed. The unsintered powder can support the part on its own, so there is no need to design the printed support structure like FDM printing.
3. SLM (Selective Laser Melting):
The principle is the same as that of SLS, but a high-energy laser is used to melt the metal powder layer by layer. It can manufacture internal details and cavities that cannot be done by CNC, casting and other processes, while ensuring strength and precision.
Materials Used in CNC Machining
From hard steel to relatively soft plastics, CNC technology’s machining capabilities cover a wide range of common materials:
1. Aluminum alloy
Such as 6061 and 7075, are commonly used materials, with a density of 2.7-2.8g/cm³, very light, only about 40% of steel. High strength, but poor fatigue resistance and high temperature resistance, usually used in various casings or structural components. The frame of your phone, camera, or computer may be made from a single piece of aluminum CNC machined. Aluminum alloy also has good corrosion resistance, the dense aluminum oxide layer on the surface can effectively isolate oxygen, water, and weak acid/alkali environments from corrosion, but still requires anodizing or painting for protection.
2. Carbon steel
Carbon steel is divided into low carbon steel (C≤0.25%), medium carbon steel (C 0.25%~0.6%) and high carbon steel (C≥0.6%) according to the carbon content. On the contrary, the lower the content, the lower the hardness, and the easier it is to process.
Carbon steel has high density (about 7.8g/cm³) and high strength. After years of development, there are many models, such as Q235, A36, 1045, and so on. You need to choose the right model according to the actual application. It is also necessary to consider the corresponding issues in advance during the machining process, such as the cutting of high-carbon steel, needs to pay attention to the wear of the tool, and the sharp edge cracking of the parts, needs to be paid attention to the low-carbon steel.
3. Stainless steel
Stainless steels are enhanced by the addition of elements such as chromium, nickel, molybdenum and nitrogen to increase their corrosion resistance for specific environments. According to the metallographic organization, stainless steel can be roughly divided into three types: austenitic stainless steel (non-magnetic), ferritic stainless steel (strongly magnetic) and martensitic stainless steel (strongly magnetic).
Among the austenitic stainless steels, 303 stainless steel is commonly used in CNC machining due to its high sulfur content which makes it easy to cut, but this also results in reduced corrosion resistance. On the other hand, 304 and 316 stainless steels harden significantly during the cutting process and have poor thermal conductivity, leading to a buildup of heat generated during the cutting process and increased tool wear. Therefore, choosing the right tool and setting the right cutting parameters is critical.
Common ferritic stainless steels include 430, 439 and 444, which are prone to edge chipping and chip adhesion during cutting, so it is necessary to avoid these problems by choosing tools with TiN/TiCN coatings or ceramic tools.
Martensitic stainless steels are the hardest (HRC 50-60) and most wear-resistant of the stainless steels. Common types include 410, 420 and 440C, which are commonly used in the manufacture of bearings and cutting tools. During machining, attention should be paid to tool wear. It is best to choose high hardness tools and use a low speed cutting strategy.
4. Titanium alloys
Titanium alloy has a low density of 4.5g/cm³, about 60% of steel. Its strength is higher than aluminum alloy and steel, tensile strength can reach more than 1000MPa, is 2-5 times that of aluminum alloy. Corrosion and temperature resistance are superior to stainless steel and second only to platinum. Moreover, pure titanium is very biocompatible. For this reason, titanium is often used for aerospace components, medical implants, and high-end consumer products. Common types include pure titanium (Grades 1-4), Ti-6Al-4V (Grade 5) and Ti-5Al-2.5Sn (Grade 6).
The disadvantage of titanium is that it is difficult to machine, which is why many machined titanium alloys are expensive. Its poor thermal conductivity can lead to heat buildup during cutting, resulting in reduced tool life. It is also prone to chemical reactions with the tool at high temperatures, causing chip buildup and further reducing tool life. Therefore, special tools, low speeds and large feeds are generally used in machining.

5. Copper
Copper is widely used in electronic and mechanical fields because of its excellent ductility, electrical conductivity and thermal conductivity. Commonly used models are: C11000 (Pure Copper), H62 (Cu-Zn Alloy, Brass), QSn6.5-0.1 (Bronze).
Pure copper has good plasticity, but this will also lead to serious sticking during cutting, chips are not easy to break, and the problem of winding tools, which requires the use of special tools and cutting fluids.
Brass has the best cutting performance because of the lead it contains, but this also leads to more broken chips and easy to pollute the environment.
Tin in bronze will cause hardening during machining and is prone to burrs.
6. Plastics
Traditional plastic processing methods such as injection molding and blow molding require high mold manufacturing costs. CNC machining is ideal for plastic prototype part verification or low-volume production. But CNC technology can only process plastics with a certain hardness, and it can’t do anything in the face of softer materials like silicone. Common CNC machined plastics are:
- ABS: Cheap and easy to process, good impact resistance, commonly found in electronic  product shells and car interiors.
- Nylon (PA): The performance of wear resistance and fatigue resistance is very good, with  self-lubricating characteristics, it can be processed into gears and bearings and other  
- Polycarbonate (PC): transparent and resistant to high temperatures below 120 degrees, can make transparent protective covers, optical lenses.
- POM(Delrin): High strength, high density, low surface friction coefficient, suitable for the production of precision parts such as gears.
- PEEK: High-temperature resistance of 260 ℃, chemical corrosion resistance, better strength  than POM, tensile strength can reach more than 90MPa.
- HDPE: Food grade material, soft texture.
- PTFE: Resistant to 260 ℃ Celsius, non-stick and insulating, it is commonly used in a variety of coatings, such as pans and jackets.
Because of the characteristics of plastics, it is necessary to pay attention to controlling the cutting temperature to prevent melting during the cutting process; Use sharp knives to avoid edge burrs; Increase the rotational speed and reduce the depth of cut to prevent material deformation.
When choosing the right material, you should not only consider performance, but also price is one of the important considerations. Among these metal materials, the most expensive is titanium alloy, which is about 10-15 times that of aluminum alloy. While aluminum is the optimal solution for lightweight needs, the price is relatively cheap, slightly lower than the price of stainless steel. Many people think that the price of plastic is lower than that of metal. In fact, among the common plastics, the cheapest ABS plastic price is more expensive than carbon steel, and Teflon, POM and other materials are even more expensive than stainless steel, the most expensive PEEK is comparable to titanium alloy.
CNC Machining Tolerance
CNC machining accuracy is measured in several ways: dimensional accuracy (IT tolerance grades), geometric accuracy (shape/positional tolerances), and surface quality (roughness Ra value).
1. Dimensional accuracy
Dimensional accuracy refers to the range of deviation between the actual measured dimensions of a machined part and the designed dimensions on the drawing, and is usually expressed in terms of the tolerance class (IT), with smaller values representing higher accuracy.
Tolerance classes are defined by the International Organization for Standardization (ISO), which divides dimensions from 0 to 3150 mm into several size classes, each of which defines a specific value of dimensional accuracy from IT01 to IT18. You can find detailed information on page 26 of the ISO 286-1 document: ISO 286-1
During machining, dimensional accuracy is influenced by a number of factors, such as machine tool capability, CNC control and process parameters. The dimensional accuracy that can be achieved by a normal CNC machine is between IT7 and IT8. In practice, the accuracy of rough machining is usually IT12-IT18, the accuracy of general mechanical parts is IT8-IT11, and the accuracy of precision parts is IT5-IT7. IT01-IT4 belongs to the nano level of ultra-precision machining, which is very costly.
2. Geometric accuracy
Geometric accuracy, also known as Geometric Dimensioning and Tolerancing (GD&T), is a key measure of how well the shape, orientation, and location of a part conforms to the desired geometric features on the design drawing. It has a direct impact on the assembly accuracy and service life of a part. Unlike dimensional accuracy, which focuses on the size of the part, geometric accuracy focuses on the accuracy of shape and position. Both of these metrics can be measured using a Coordinate Measuring Machine (CMM).
There are four core concepts of geometric accuracy: Form, Orientation, Location, and Run-out.
- Form: The deviation of the actual shape from the designed shape, e.g. flatness, roundness.
- Location: Coaxiality and symmetry of axial or rotating parts.
- Orientation accuracy (Orientation): Whether the multiple planes of the part are parallel or perpendicular to each other.
- Run-out: The degree of deviation of the surface or axis of a rotating part from the design drawing, which directly affects the balance of the rotating part.
The ISO 1101 standard defines a number of symbols for each type of geometric accuracy, some of which are extracted from the standard.
| Characteristics | Symbol |
| Straightness | ▭ |
| Roundness | ○ |
| Cylindricity | ⌭ |
| Parallelism | ∥ |
| Perpendicularity | ⊥ |
| Coaxiality (for axes) | ◎ |
| Circular run-out | ↗ |
If you need to know how to measure geometrical accuracy or for more information on geometrical accuracy symbols, please refer to our page on geometrical accuracy or to the ISO-1101 standard document.
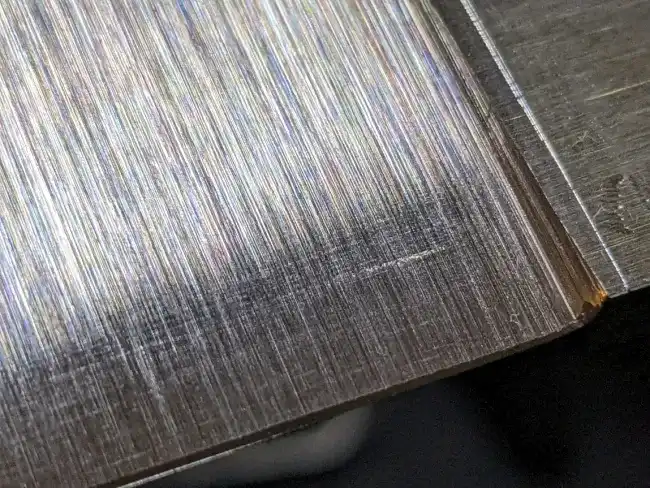
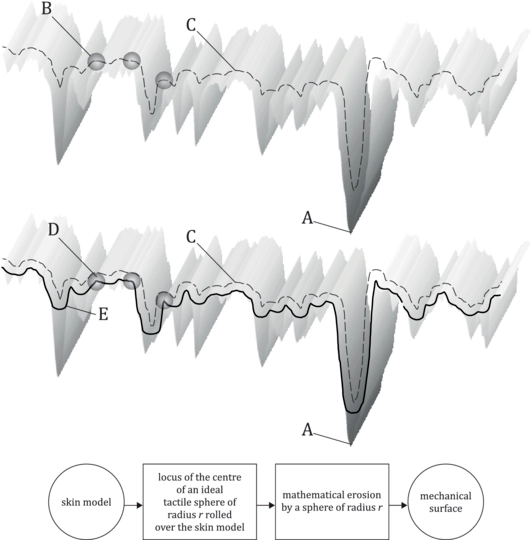
3. Surface roughness
Surface roughness is a measure of the smoothness of a part’s surface, which directly affects friction, wear, sealing and fatigue strength. Currently, the core parameters and measurement methods for surface roughness follow the ISO 21920 standard.
The most commonly used roughness indicators are Ra (arithmetic mean roughness) and Rz (maximum height roughness) in µm.
The measurement of Ra is complicated by scanning the surface of the part with a stylus profiler or laser scanner and measuring the absolute value of the highest and lowest points within a single sampling length relative to the absolute smooth plane (datum) desired in the design. An arithmetic mean is calculated from the values of multiple sample lengths. The sampling length is specified in the ISO standard, for example, for a target roughness Ra ≥ 10, the standard specifies a sampling length of 2.5 mm. This reflects the overall roughness of the part and is applicable in 90% of industrial scenarios.
Rz is measured by directly measuring the difference in height between the highest and lowest points within the sample length, and is used to measure the roughness of critical areas.
These three measures define the accuracy of a part from the macro to the micro level. Dimensional accuracy is the foundation, geometric accuracy ensures the function of the part, and surface roughness determines performance and life. During the design and production process, the three measures should be prioritized on a part-by-part basis to avoid over-design, which can lead to high machining costs.
Applications of CNC Machining
CNC machining is a very flexible and widely used machining technology. Since its birth, after more than 70 years of development, CNC technology has formed a complete set of processing systems, covering all aspects of our lives.
Aerospace
CNC technology has promoted the rapid development of the aerospace field. In order to cope with the harsh environment of high altitude and space, the manufacture of aircraft requires the use of high-strength materials and all parts must be tightly fitted, and any slight gap can have serious consequences. The precision 5-axis machine tool can process titanium alloys, nickel-based alloys and various aerospace special alloys and achieve micron-level accuracy, which perfectly meets the aerospace industry’s needs for part accuracy, strength and rapid prototyping iteration.
Automotive industry
Stamping molds for automobile shells, injection molds for plastic interiors, crankshafts, gears, steering knuckles, motor housings, rotors, spindles for new energy vehicles, etc. 90% of the parts of a car are directly or indirectly made with CNC technology. In addition, the intelligent CNC machining production line can realize fully automatic production and inspection, and adjust the processing parameters in real time according to the specific parts. Greatly improve the yield rate and production efficiency, laying the foundation for the rapid development of the automotive industry.

Medical Industry
The biggest revolution that CNC technology has brought to the medical industry is making it possible to customize medical solutions. Now doctors can model the broken bone through 3D scanning, then use professional software to design the appropriate implant, and finally use 5-axis CNC technology to process the shaped implant. The treatment cycle is shortened, and the patient’s comfort is also improved.
Electronics and consumer products
Nowadays, the abundance of electronic and consumer goods is inseparable from the support of CNC technology, as far as mobile phones and computers are concerned, thousands of new products are released every year around the world. The shells and frames of these products rely on precision molds manufactured by CNC machine tools. Some brands will also use CNC-machined aluminum alloy cases directly, such as Apple’s Ipad and Mac.
Prototyping and customized products
Prototyping and the production of customized products are areas where CNC excels. It can machine complex curved surfaces with extreme precision, whether it is to verify the harmony of decorative components or to verify the reliability of the design of functional parts, you can rely on CNC technology.
Advantages and Limitations of CNC Machining
Advantages: precision and accuracy
CNC machining has high precision, can achieve micron-level accuracy, is suitable for precision parts processing, and the quality is stable when repeated production. The customized CNC production line can realize automatic continuous machining and automatic detection with less manual intervention, which is very suitable for the production of high-volume parts. Multi-axis linkage can process complex curved surfaces and hollow structures that are difficult to achieve by traditional methods. The most important thing is that CNC machining is flexible, you can process different products just by changing programs. By changing the tool and adjusting the processing parameters, it is possible to process a variety of materials such as metals, plastics, and composite materials.
Limitations: High Machine Cost, Need a Professional Operator
In terms of machining capacity, extremely deep cavities, internal details, and special angles are difficult to machine with CNC technology, which is mainly limited by the physical limitations of the tool. For example, the internal heat dissipation pipe of the engine is mainly processed by integrated casting.
In addition, the upfront investment of CNC machines is very high, purchasing machines is only the first step. You also need to equip testing equipment, recruit professional programming and operation personnel. These upfront investments put a lot of people off, and they look for CNC factories that offer machining services instead.
In a word, CNC machining has outstanding advantages in the manufacture of precision, efficiency and complex parts, but it also has its own limitations, and we need to rotate the appropriate machining method according to the actual needs.
CNC Machining Cost
There are many factors that affect the cost of CNC machining. Next, we will analyze the cost of CNC machining from several main aspects.
- Equipment: The cost of use, maintenance, and labor of advanced machine tools is higher. In general, the hourly machining cost of a 5-axis machine is 2-3 times that of a 3-axis machine. But this does not mean that the cost of choosing a 3-axis machine tool is the lowest, because the 5-axis machine tool is more efficient in machining complex parts, and the material loss rate is smaller, so the more complex the parts, the more cost-effective it is to choose 5-axis machining.
- Materials: The price of materials directly affects the price of the product. In addition, the difficulty of processing different materials is also a factor that must be considered. For example, the processing of titanium alloy requires the use of special tools, and the processing time is longer than that of aluminum alloy, and the cost is naturally higher.
- Quantity: Mass production will dilute the cost of pre-design and commissioning. At the same time, manufacturers can also continuously optimize the process and reduce unit costs in large-scale production.
- Part complexity: Similar to complex and difficult-to-machine shapes such as curved surfaces, thin walls, deep cavities, etc., requires more processes and time.
- Machining accuracy: Strict tolerance and surface roughness requirements directly increase the processing time and post-inspection cost. Moreover, the scrap rate will also be higher, which will lead to a sharp rise in costs.
In order to effectively reduce costs, we should follow the concept of Design for Manufacturing (DFM) in the design stage, and fully consider machinability. Pay attention to the functionality of the parts, relax the accuracy requirements of non-critical areas while meeting functional needs, and avoid over-design.
CNC Machining vs. Traditional Machining
Compared with traditional machining methods, the advantages of CNC machining are mainly reflected in precision and flexibility.
CNC Machining Vs Casting
The casting process is mainly divided into three types, among which sand casting has low cost and is suitable for the production of parts with large size and low precision requirements. Investment casting requires the production of molds for the production of wax patterns, and the process is relatively complex, which is suitable for the mass production of parts with complex structures. Die casting also requires the development of molds first, which are suitable for the production of high-precision parts.
The first disadvantage of casting compared to CNC machining is the lack of flexibility. You can only use casting to produce metal parts (e.g., aluminum, stainless steel, Inconel, etc.), and each mold can only produce a specific product. The second disadvantage is that the cast parts often need to be finished. However, in mass production, casting is a better choice. Mass production can ignore the upfront mold manufacturing costs.
CNC Vs Forging
Forging is mainly divided into open-die forging and closed-die forging. Open die forging does not require the use of molds, has low precision, requires subsequent finishing, and is suitable for small batch production of large parts. Closed die forging requires the use of molds, which can produce parts with high precision and complex shapes.
Compared with CNC machining, the disadvantage of forging is the lack of flexibility. But the advantages of forging are equally obvious, it changes the internal lattice structure of the metal by high temperature and pressure, can produce parts with higher strength than other processing methods. Forging is a better choice when mass-producing key components that require high strength (such as connecting rods, gears, shafts, etc.).
In the actual production process, a variety of processes are often required to cooperate with the production of a product. CNC machining is mostly used in the post-processing process of forging and casting parts.
CNC Machining Trends
With the development of science and technology, CNC machining is developing in the direction of high-precision, intelligent, automated and multi-technology integration.
1. Intelligence and automation
In the past two years, artificial intelligence has ushered in explosive growth, and more and more pioneers are trying to integrate AI into their own industries, injecting new vitality into the development of the industry, and the field of CNC machining is no exception. Many machine tool manufacturers are trying to train dedicated AI, combining AI with CNC machines and robots to achieve unmanned intelligent workshops (Lights-out Manufacturing).
2. High precision
No matter when, high precision has always been our goal, because high-precision instruments and equipment directly promote the development of human science and technology. Breakthroughs in linear motors, grating rulers and other technologies have brought the precision of CNC machining to the nanometer level.
3. Multi-technology integration
Multi-technology fusion is not simply the use of multiple technologies in the processing of one part, but the integration of multiple technologies into one device. For example, 3D printing + CNC, the same machine completes 3D printing and CNC finishing, which can effectively reduce the error caused by the switch between multiple equipment and improve the processing efficiency.
4. New materials
Cutting tools have a direct impact on machining capabilities, and the research and development of a variety of new material tools, such as polycrystalline diamond (PCD) and cubic boron nitride (CBN), is constantly developing the machining capabilities of CNC technology.
Conclusion
CNC machining is the core technology of modern manufacturing, which integrates computer science, mechanical manufacturing, automation and materials engineering to continuously promote the development of various industries. With the addition of AI and the exploration of multi-technology integration, CNC machining is constantly pushing the limits of manufacturing – turning complex designs into reality.
FAQ
1. How to read G-Code?
If you want to read G-Code and take a long time to learn, we recommend that you study the G-Code tutorial of the CNC Cookbook, or read our G-Code page to quickly find the meaning of commonly used G-Code.
2. What is GD&T in CNC Machining?
GD&T is an abbreviation for Geometric Dimensioning and Tolerancing, which is a system that helps quantify and measure machining accuracy.
3. What Kinds of CNC machining services does HDC Manufacturing offer?
We provide all CNC machining services, including 5-axis CNC machining, laser cutting, waterjet cutting,3D printing, and so on.